Steelcase Shrinks Water, Energy, Cleaners Use in the Wash
By Kate Bachman | September 3, 2013
Category:
Steelcase installed a counterflow wash system in its finishing pretreatment process that substantially reduced its consumption of water, sewering, energy, and cleaning chemicals.
Over the course of its 100-plus-year-old history, the world’s largest office furnishings manufacturer has not only redefined office environments, it has helped to redefine work.
Steelcase’s Grand Rapids, Mich., headquarters is a living laboratory for the development of new concepts for its office seating, tables, storage, space-separating screens, desks, walls, and other architectural elements. The manufacturer has undergone a transformation of its own to keep pace with the increasingly mobile and evolving
workforce it aims to support and equip.
One core value that has remained constant throughout the Fortune® 500 company’s century-long existence from its inception, however, is its commitment to protecting the environment.
“We believe that however small, every action that safeguards and restores the environment is significant. Our vision is to excel in every environmental dimension to protect, replenish, and restore the communities in which we live and serve,” said Steelcase CEO James Hackett.
As a manifestation of that commitment, the company set goals and devised strategies in 2006 to reduce its overall environmental footprint by its 100-year anniversary in 2012. One area prime for improvement was its energy-, water-, and chemicals-glutting finishing plants where water, chemicals, and energy consumption was high.
Mary Ellen Mika, sustainability & energy manager, global procurement, along with others at Steelcase, initiated the company’s collaborative green partnership with chemicals supplier DuBois (see Figure 1). That supplier relationship led to a systemic revision to the manufacturer’s finishing pretreatment process
for metal components that significantly reduced its water, energy, and chemicals consumption.
A Pulsating Supply Ecosystem

Figure 1
Mary Ellen Mika, Steelcase’s sustainability & energy manager, global procurement, believes that the supply chain ecosystem is a fluid one, and developed a collaborative relationship with a cleaning chemicals supplier that yielded substantial benefits for Steelcase in its finishing pretreatment lines. Metal components going through the pretreatment wash system, shown at left, are
cleaned in a counter-flow wash system that uses half the water, half the energy, a third of the chemicals, and a fourth of the labor that its predecessor did.
In any manufacturing ecosystem, suppliers are integral to the success of a company. When a manufacturer is as large as Steelcase, the supply chain is as vital as an artery.
That is why Steelcase is very engaged with its suppliers, extending its expertise into their operations and plants along with its expectations for quality, leanness, energy efficiency, cost competitiveness, and environmental stewardship.
When Steelcase wanted to green its finishing pretreatment systems at its Kentwood West metals finishing plant beginning in 2007 as part of its overall environmental strategy, it invited six potential pretreatment chemicals suppliers, including DuBois, to bid on a contract to supply cleaning chemicals.
Because manufacturing in an environmentally responsible way was in Steelcase’s DNA, it was natural that the criteria for the chemicals supplier to win the bid included not only meeting quality and cost standards, but also helping the office furnishings-maker to reduce its environmental impact.
Part of the offer to DuBois was a nomination to join the U.S. EPA Green Suppliers Network (see Lean and Green sidebar). The network advises companies on how to wring out energy, material, water, and solid waste in their plants. Steelcase recommended that its supplier consider accessing the network’s expertise to apply a lean manufacturing approach to the environmental realm, Mika explained.
“The idea was that as the customer, knowing what we want and having a lot of experience in finishing operations, we could help provide expertise to assess the suppliers’ facilities so they could make products better, more cost-effectively, and greener for us.
“How could we directly help our suppliers at their manufacturing locations? How could we work together to achieve that?” Mika continued.
Another aspect of the manufacturing giant’s supplier network is that for a company trying to break into that supply chain, Steelcase is a tough shell to crack—it is extremely loyal to its high-performing existing suppliers.
“As a field manager in this area for 20 years, every time someone said ‘Steelcase,’ I said, ‘Don’t waste your time,’ because we spent so much time and resources from the ‘70s to the ‘90s trying to crack the shell to no avail,” said Keith Lane, senior account manager for DuBois (see Figure 2). “That was because they are trusting, loyal people, and they had long-term partners already.”
So when DuBois was invited to submit a bid and nominated to engage in the EPA Green Suppliers Network, Lane wanted to say yes.
However, DuBois had already leaned and greened and actually had picked up some knowledge in the field that it could share with Steelcase. “At that time, our parent company was as far down that path as Steelcase was. I was getting some resistance. I was going to our people and saying, ‘Let’s do this,’ and they were saying, ‘We’ve done all that,’ Lane said.
“We were not thinking that this philosophy could be applied in reverse,” Mika said.
In fact, the patient became the doctor.
“Ultimately that is the essence of the supply chain partnership and cooperation. How we can best access each other’s skills and expertise to make improvements?” Mika added.
Greening the Wash System Beyond Cleaners

Figure 3
DuBois introduced phosphate-free, low-temperature cleaning chemicals to Steelcase’s pretreatment process that reduced its environmental footprint by ridding it of toxins and reducing the amount of energy required to heat the water.
Lane knew that bringing something extra to the table could only improve DuBois’ chances of winning the bid and nurturing the coveted supplier relationship.
Rather than submit a bid based on price per pound, Lane and his group offered to show Mika and the finishing group at Steelcase not only how to improve the environmental impact of the cleaning chemicals they supplied, but also the entire wash process.
“DuBois wanted to take a total cost/ lean and green approach. Rather than give us a material price, they asked for a demonstration opportunity on our line,” Mika said. Steelcase granted DuBois a six-week trial.
First, the cleaners supplier introduced low-temperature, nonphosphate chemicals to Steelcase’s pretreatment process–and then went a step further (see Figure 3).
“We got to week two into the six-week trial and then really started pushing hard,” Lane said. “We said, ‘While we’re in the washer, please let us show you another approach.’”
The other approach Lane proposed to the Steelcase group was a cascading, or counterflow, wash system to reduce water, sewering, energy–and even the amount of cleaning chemicals needed.
The latter effort might seem counter-intuitive—a supplier wants to sell more product, not less—but metabolizing Steelcase’s environmental footprint reduction effort helped secure DuBois’ supplier relationship, which, in turn, helped the chemicals company sell more product in the long run.
“That can’t be overemphasized,” Lane said. “We found ourselves speaking the same language.”
How the Counterflow Wash System Works

Figure 5
Steelcase’s Mike Warners explains how the water flows in reverse order in the counterflow wash process from the last stage to the first stage.
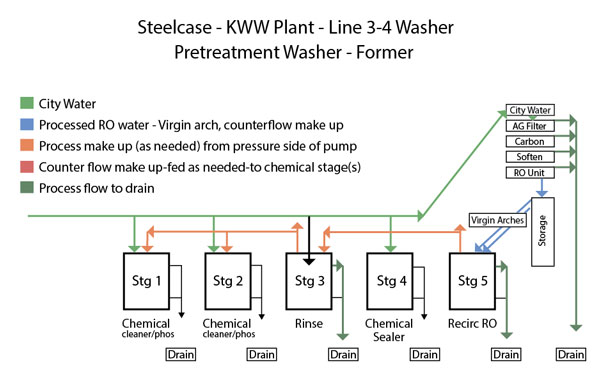
The line on which DuBois demonstrated its system was Steelcase’s Kentwood West Line 3-4., on which it manufactures its large case storage product line. Before the steel and aluminum components head to the powder-coat process, they first must go through a five-stage pretreatment wash line.
The five-stage washer has one pre-wash and only one chemical cleaner stage. The pre-wash gets chemicals and heat from the carryover from the cleaner stage into the rinse stage (3) and back through counter flow system. There are three rinses stages total. The manufacturer had been feeding fresh water to all three rinse stages and draining water at every stage (see Figure 4).
“They were making reverse osmosis [RO] water and using it in a halo at the end of the washer and in stage five. Then that water was going to the drain. The rest of these stages were made up of fresh city water,” Lane said.
Lane recommended that they switch from a system that sourced fresh water and sewered water to drain at each stage to a counterflow wash system that feeds fresh water to only one rinse stage—the final one—and filters and reflows the water from the last rinse stage to the first one.
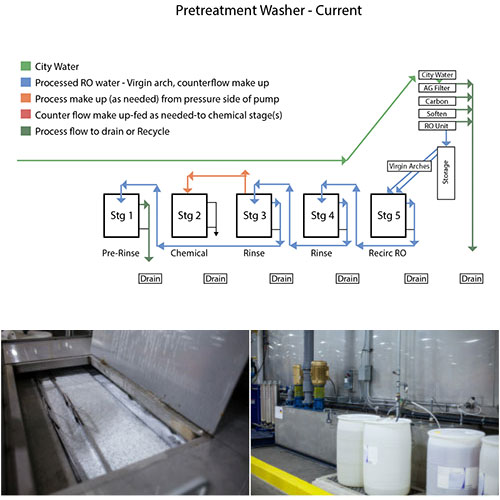
In the new counter-flow system, while parts travel in one direction from stage 1 to stage 5, water flows in the opposite direction, from stage 5 to stage 1.
Steelcase Finishing Engineer Mike Warners explained how the water flows in the finishing pretreatment process (see Figure 5). “We take the virgin water at stage 5 and instead of overflowing it to the drain, we run it into an overflow trough and it gets pumped back to stage 4; then it runs over from stage 4 and gets pumped back to stage 3; at stage 2, the heated chemical stage,
process makeup water is taken as needed from the pressure side of the pump. Counterflow water from stage 3 is pumped to stage 1, the prerinse stage, and that overflow is the only water that goes to the drain.” (See Figure 6)
- Stage 1 is a prewash station that removes much of the oil from the fabricated metal. Water is sourced from the stage 3 overflow tank. Whatever excess water is remaining from this first stage goes to the drain–in fact, this is the only point in the whole washer system where water drains.
- “This cascading approach helps us get rid of soils on a gradual, consistent basis instead of as a big dump. We can keep each stage a lot cleaner by doing it gradually and consistently,” Warners said.“There’s discharge there, but we’re continuing to clean the process as we use it. We like to think that we’re matching the demand with chemical additions and match the soil loading with this overflow and depletion. Over the course of the life of the tanks and process, things stay much better,” Warners said.
- Stage 2 is a cleaner chemical stage. One of the changes to the cleaning system is that the cleaning chemicals are “low-temp”–designed to run at lower temperatures. Now the tank is heated to 100 degrees, which is much lower than the 120 to 135 degrees it was heated to previously. This change came about when Steelcase converted from a liquid-based paint to a powder coating
process. - Water is sourced from the stage 3 circulation pumps as detected by a level sensor.
- Stage 3 is an ambient-temperature, clean-water rinse. No cleaning chemicals are added in this stage. This stage uses heat and cleaning chemicals carried from stage 2 as it is rinsed off into this tank. Water is pumped from stage 4 overflow.
- Stage 4 is a second ambient-temp rinse stage. Water is pumped from overflow water sourced from stage 5.
- Stage 5, the RO stage, is very pure water. A rinse aid is pumped from a drum into the water in this stage to help drain water from the parts before they are dried. The company installed a Siemens Industry Water DivisionRO system because sourcing the purer, virtually minerals-free water dramatically reduces the limescale accumulation, which in turn, greatly reduces the
labor associated with removing it.
This is the only stage in the washer at which any water enters the process (at a rate of 3- to 4-gallons-per-minute).
“As a result, we have one process input and one output. We reserve the purest water for the final rinse stage,” Warners said.
“So, in the new version, there are only two points where water goes to the drain,” Mika added. “The water for stage 5 is processed through RO, so some of the water from that process goes to drain and water from the first washer goes down the drain. In the past, all of the water from those stations went to drain.”
Priming the System Timing
The timing of each of the five wash stages had to be mapped out so that the components are washed sufficiently but without wasting water, chemicals, and energy. Warners gave another reason why the mapping was necessary. “If you don’t map that part of the process, you can’t ask, Could we turn a stage off? Can we combine two chemical stages? It all starts with understanding the system in terms
of time.”
DuBois developed a spreadsheet to calculate optimal contact time and wash durations using actual measurements of the stations.
“We literally got inside the washer and measured how long each section was, from the first riser of the first stage to the end.” They entered the dimensions and line speeds into a spreadsheet, and used a formula to convert it to determine how much time, in seconds, the component needed to stay in any given stage.
For example, in one 12.9-ft. section, traveling at 18 feet per minute (FPM), the component needed to stay in the stage for 43 seconds.
“While we were doing this, we were also mapping the flow through the process for the water,” Lane said.
Global Environmental Gains, Cost Savings
Steelcase realized energy savings both from using low-temperature cleaners and reducing the amount of water that needed to be heated. “The less water you use, the less energy you need to pump and heat the water for the process. Conversely, the more water you flood to the drain, the more energy you consume to heat the incoming water supply,” Mika said.
Process improvements were realized as well. “I really can’t emphasize enough how significant the process control we gained is by having one input and one output instead of four or five inputs and three or four outputs,” Warners said.
Mika said the new wash system hugely contributed to helping the company achieve its environmental footprint reduction goals. “What we ended up seeing as a result of this change on the first wash line was significant. “In only one quarter in 2006, this process brought about a 15-million-gallon reduction.
“Less water is being wasted by going to drain. Because of that, less heated water is going to drain, so all that energy that we were losing before, we aren’t losing anymore,” she continued. “Plus, because we began using low-temperature cleaners, we didn’t need to heat the water to as high a temperature, saving even more BTUs.”
After implementing the new wash system on six additional powder-coating lines, Steelcase reduced its water consumption globally by more than 45 million gallons per year.
As a result, the company saved $728,006 in energy, $113,411 in labor*, $171,338 in water / sewer costs, and $41,675 in process chemicals for a total of $1,054,430.
“We are saving $1 million per year in energy, water, labor, and chemicals as a result of the improved pretreatment system,” Mika said.
“The new wash system is a huge advantage for Steelcase,” Warners added.
The project had a happy ending for DuBois as well. After that first successful project, DuBois was awarded many more projects in other wash lines, ultimately becoming Steelcase’s sole chemical supplier.
*Labor cost reductions were a result of using the RO water system, which removes minerals that otherwise build up as limescale that must be removed.
Environmental Footprint Reduction Workshop

Steelcase
Grand Rapids, Mich.
Sept. 24, 2013
For more information on how Steelcase reduced its environmental footprint in its finishing lines and achieved Leadership in Energy and Environmental Design (LEED) certification in its Wood Finishing plant, be sure to attend the Green Manufacturer Network’s Environmental Footprint Reduction Workshop:
Finishing Operations.
Learn how Steelcase greened its pretreating, coating, and curing operations by reusing and recycling its water and powder overspray, switching from solvent- to water-based coatings, and converting from liquid to powder-based paints.

Side by side, we move metal fabrication forward.
FMA unites thousands of metal fabrication and manufacturing professionals around a common purpose: to shape the future of our industry, and in turn shape the world.
Learn More About FMA


{kind=link}
{kind=link}
{kind=link}